| Lugar de origem: | China |
|---|---|
| Marca: | OUCO |
| Certificação: | CE |
| Número do modelo: | OUCO-500T |
| Quantidade de ordem mínima: | 1 |
| Preço: | negotiable |
| Detalhes da embalagem: | Contêiner de transporte |
| Tempo de entrega: | 35 dias de trabalho |
| Termos de pagamento: | L/C, T/T |
| Habilidade da fonte: | 500 conjuntos por ano |
| Nome do Produto: | Força de aperto da máquina de moldagem por injeção de parafuso 500 ton | Modelo: | Automação |
|---|---|---|---|
| Função: | Produção de Peças Plásticas de Cavidades Profundas | Motor: | Economia de energia servo |
| Cor: | Personalização de suporte | Desempenho estável: | Tempo de ciclo curto |
| Maneira de Fixação: | Hidráulico | Pacote de transporte: | FCL |
| Destacar: | Apertando a máquina da modelação por injeção do parafuso da força,máquina da modelação por injeção do parafuso de 70mm,500 Ton Injection Molding Machine |
||
Há muitos métodos da classificação de modelagens por injeção. De acordo com o tipo de modelação por injeção as máquinas usaram-se, elas podem ser divididas em modelagens por injeção para máquinas horizontais da modelação por injeção, em modelagens por injeção para máquinas verticais da modelação por injeção, em modelagens por injeção para máquinas da modelação por injeção do ângulo, e em modelagens por injeção de duas cores.
O número de cavidades pode ser dividido em modelagens por injeção da único-cavidade e da multi-cavidade; de acordo com o número de partir superfícies, pode ser dividido em modelagens por injeção da superfície da único-divisão e da superfície da dobro-divisão ou da superfície da multi-divisão; de acordo com o formulário do sistema bloqueando, pode ser dividido em modelagens por injeção ordinárias para sistemas bloqueando e sistemas bloqueando do corredor quente; igualmente está sobrepondo moldes (moldes da pilha).


A economia de energia da máquina da modelação por injeção pode ser dividida em duas porções: um é a peça do poder e a outro é a divisória do aquecimento.
Economia de energia na peça do poder: a maioria deles usam conversores de frequência. O método de poupança de energia é salvar o consumo de energia adicional do motor. Por exemplo, o poder real do motor é 50Hz, e você precisa realmente somente 30Hz na produção. Desperdiçado, o conversor de frequência é mudar as saídas de potência do motor para conseguir o efeito da economia de energia.
Economia de energia na parte de aquecimento: A maioria da economia de energia na parte de aquecimento é o uso de calefatores eletromagnéticos salvar a energia, e a taxa de poupança de energia é aproximadamente 30%-70% da bobina de resistência antiquado.
1. Comparado com o aquecimento de resistência, o calefator eletromagnético tem uma camada adicional de camada da isolação, que aumenta a taxa de utilização de energia calorífica.
2. Comparado com o aquecimento de resistência, o calefator eletromagnético atua diretamente no aquecimento do tubo material, que reduz a perda de calor de transferência térmica.
3. Comparado com o aquecimento de resistência, a velocidade de aquecimento do calefator eletromagnético é mais do que mais rápida de quarto, que reduz o tempo de aquecimento.
4. Comparado com o aquecimento de resistência, a velocidade de aquecimento do calefator eletromagnético é rápida, a eficiência da produção é melhorada, e o motor está em um estado saturado, que reduza a perda de poder causada pelo poder superior e pela baixa procura.
Os quatro pontos acima são as razões pelas quais o calefator eletromagnético de Feiru pode salvar a energia como altamente como 30%-70% na máquina da modelação por injeção
![]()
.
| Modelo | 500T | 600T | 700T | |||||||
| Especificações do parafuso | B | C | B | C | B | C | ||||
| Ameter de Screwdi | milímetro | 70 | 75 | 85 | 75 | 85 | 90 | 85 | 90 | 100 |
| Parafuso L/Dratio | 22 | 22 | 22 | 22 | 22 | 22 | 22 | 22 | 22 | |
| Volume teórico da injeção | cm3 | 1481 | 1700 | 2184 | 1788 | 2297 | 2575 | 2552 | 2861 | 3533 |
| Peso disparado (picosegundo) | g | 1377 | 1581 | 2031 | 1645 | 2113 | 2369 | 2348 | 2632 | 3250 |
| taxa da injeção (picosegundo) | g/S | G03 | 693 | 890 | G13 | 788 | 884 | 788 | 883 | 1091 |
| Pressão da injeção | MPa | 209 | 182 | 142 | 204 | 159 | 142 | 209 | 187 | 151 |
| Injete no curso | milímetro | 385 | 405 | 450 | ||||||
| Velocidade máxima da injeção | mm/s | 166 | 157 | 147 | ||||||
| Velocidade do parafuso | r/min | 0-200 | 0-200 | 0-180 | ||||||
| Sistema. Pressão | MPa | 16 | 16 | 16 | ||||||
| Motor da bomba (Minuto-máximo) | quilowatt | 94 | 101 | 114 | ||||||
| Deslocamento | ml/r | 125+125 | 160+125 | 160+160 | ||||||
| número de motores | PC | 2 | 2 | 2 | ||||||
| Poder do calefator | quilowatt | 41 | 47 | 52 | ||||||
| Oftemp do número. zonas de controle | 5+1 | 5+1 | 5+1 | |||||||
| Apertando a força | kN | 5000 | 6000 | 7000 | ||||||
| Curso de abertura | milímetro | 1000 | 1150 | 1300 | ||||||
| Distância W×L da barra de laço | mm*mm | 860x760 | 960x860 | 1020x920 | ||||||
| Espessura mínima do molde | milímetro | 300 | 350 | 450 | ||||||
| Espessura máxima do molde | milímetro | 800 | 920 | 1050 | ||||||
| Curso do ejetor | milímetro | 210 | 210 | 210 | ||||||
| Força do ejetor para a frente | kN | 110 | 113 | 113 | ||||||
| Número de barra do ejetor | PC | 1+12 | 1+12 | 1+12 | ||||||
| Capacidade do tanque de óleo | L | 850 | 940 | 1020 | ||||||
| Dimensões da máquina (LxWxH) | m*m*m | 87x2.0x2.1 | 9.3x2.1x2.3 | 9.7x2.2x2.4 | ||||||
| Peso da máquina | Tonelada | 19 | 23 | 25 | ||||||
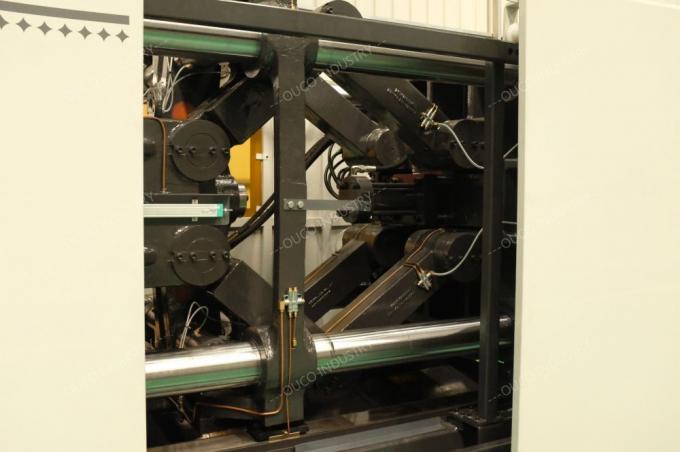
Toda nossa máquina profunda da modelação por injeção da cavidade é equipada com o poder dobro do servo motor, ele controla adota a tecnologia a mais atrasada da afluência
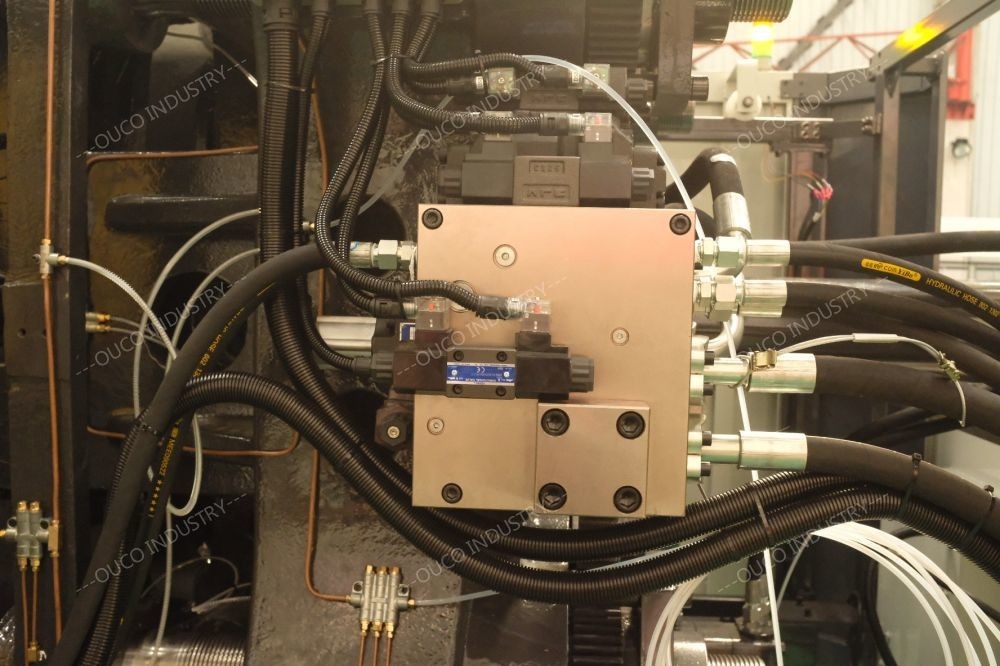
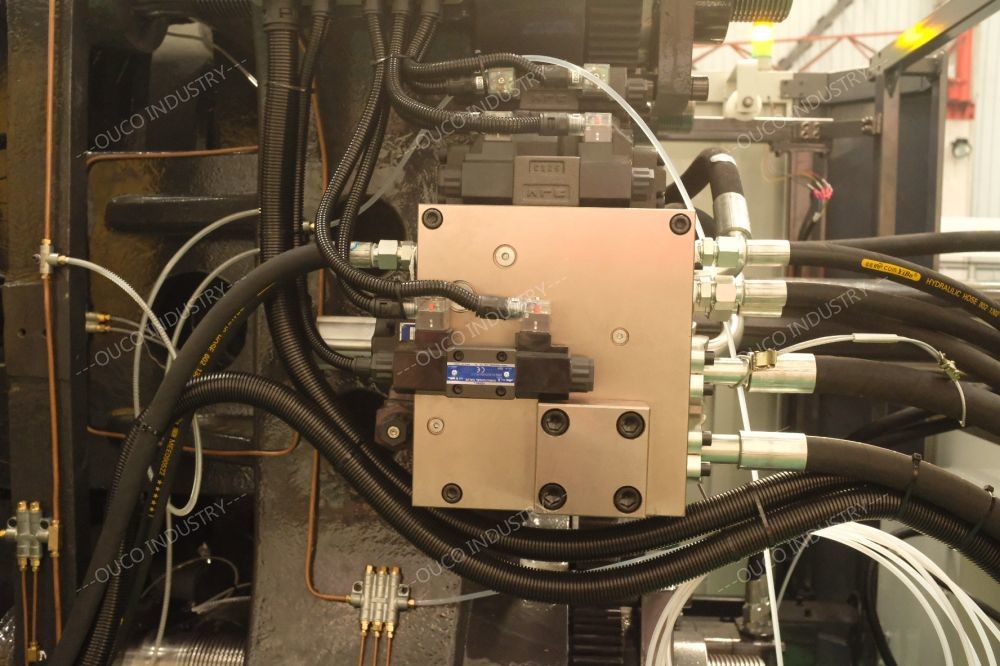
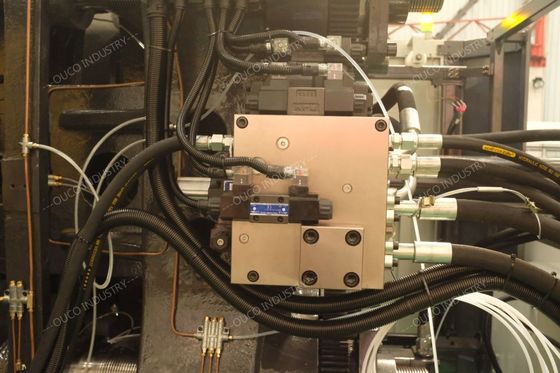
O sistema de lubrificação da nossa empresa usa as tubulações de cobre para as tubulações fixas e as tubulações de cobre macias para as peças moventes, que podem aumentar a vida útil das tubulações de cobre.
O sistema hidráulico é fornecido por fabricantes conhecidos em China e projetado e fabricado com grande e circuito especial alto-speedsuper do óleo. Adota o controle de lógica do multi-canal com grande desempenho do fluxo, o de baixo nível de ruído e o estável. As máquinas com uma capacidade de mais de 450 toneladas fornecem a função síncrono do pino do ejetor ao abrir o moldso a respeito de para encurtar o ciclo de formação do produto.